Production Molds
Experience Quality First with Toolingusn
At Toolingusn, our decades of tooling design expertise extend across various specialized areas, including plastic injection molding, LSR injection molding, plastic and LSR over-molding, silicone compression molding, and silicone and plastic extrusion. We take pride in exceeding the most stringent customer specifications and adhere to ISO 9001 and IATF 16949 quality management standards, ensuring that our results not only meet but surpass customer expectations.
Our skilled in-house tool and die makers leverage comprehensive CNC capabilities to craft new molds efficiently. Through our adept team, we offer a range of cost-effective Reaction Injection Molding (RIM) molds tailored to various price ranges, ensuring tool longevity that aligns with your project's requirements and budget. By providing flexible options, we ensure that our customers invest precisely in the tooling needed to meet their product volume expectations, eliminating unnecessary expenditures.
Considerations when designing a tool
Selecting the appropriate tooling design involves considering factors like complexity, lifetime, intended application, and expected production volume. Determining the right tooling investment poses the greatest challenge in this process. For projects entering high-volume contract manufacturing, investing in costly production tooling upfront proves most cost-effective in the long run. However, in scenarios with lower production volumes, utilizing a prototype tool might be more advantageous until production scales up significantly.
Toolmakers play a crucial role in guiding the tool design phase owing to their expertise in fabrication techniques and tooling design. Their ability to conduct mold flow analyses aids in optimizing tooling design by identifying optimal parting lines, gate locations, and ejection points. Collaborating closely with skilled toolmakers, a proficient prototype design engineer ensures the creation of an optimal tool tailored to your specific application.
Tolerance:
In our injection molding process, achieving an accuracy of approximately ±0.003 in. in machining is typical. The shrink tolerance primarily relies on the part's design and resin selection. It ranges from 0.002 in./in. for stable resins like ABS and polycarbonate to 0.025 in./in. for less stable resins such as TPE.
Wall Thickness:
Maintaining uniform wall thickness throughout an injection-molded part is crucial to avoid issues like sink and warp. We recommend keeping walls no less than 40 to 60 percent of adjacent wall thickness, all within the prescribed thickness ranges for the chosen resin.
Core Geometry:
Eliminating excessive thickness in parts by coring them out retains functionality in well-molded parts. Unnecessary thickness can alter part dimensions, decrease strength, and necessitate post-molding machining.
Draft:
Applying draft to molded parts is essential to prevent warping during cooling and ease the part's ejection from the mold. Utilizing 1 to 2 degrees of draft generally works well. Incorporating 0.5 degrees of draft for vertical faces is advisable.
Side Actions:
These are parts of the mold that move into position as the mold closes using a cam-actuated slide. Side actions are commonly used to address undercuts or undrafted outside walls. As the mold opens, the side action withdraws, allowing the part to be ejected.
Undercuts:
Areas of the part that create an interlock with another portion, preventing the part's ejection or the mold's opening. Examples include holes perpendicular to the mold's opening direction, causing obstruction during ejection or mold opening.
Bosses:
Raised stud features intended for engaging fasteners or supporting other parts passing through them. Overly thick bosses can lead to sink or voids in a part. Reinforcing bosses with ribs or gussets can enhance their strength.
Gates:
Gates serve as openings in the injection mold tool, enabling resin entry to fill the cavity. Three common gate types include tab gates (cost-effective and compatible with additives), hot tip gates (favorable for parts emphasizing cosmetic appearance and reducing tooling wear), and pin, post, or tunnel gates (ideal for cosmetic parts without vestiges).
Ribs:
Ribs, thin wall-like features parallel to the mold opening, enhance strength and support for features like bosses and walls. To avoid sink, ribs should be no more than 60% of the wall's thickness.
Ejector Pins:
Installed on the B-side of the mold, ejector pins aid in releasing the plastic part once it has cooled sufficiently. Implementing sufficient draft can minimize the need for ejector pins.
Logos and Text:
For milling into a mold, sans-serif fonts larger than 20 pt. and not exceeding 0.010 in to 0.015 in in depth are recommended for ease of fabrication.
Key components of a tool include the following:
Cavity Half & Core Half: The stationary cavity half remains fixed, while the core half, movable against it, releases the molded part. They work in tandem to form the mold.
Cooling Lines: Channels facilitating coolant flow throughout the tool to regulate plastic part cooling and ensure uniform temperature distribution.
Ejector System: Comprising pins on the core half, it aids in ejecting the cooled part post-molding from the cavity.
Runner: A pathway allowing plastic resin to flow and inject directly into the mold's part cavity.
Side Actions: Movable components within the part cavity designed to accommodate complex geometries or undercuts in the final part design.
Mold Base: Constructed from multiple metal plates (clamp plates), housing all internal mold components. It includes the bottom plate resting on the machine table and the top plate receiving the plastic resin from the machine's nozzle.
Ejector Plate & Retainer Plate: The ejector plate helps lift the molded product out of the cavity using pins, while the ejector retainer plate provides support for the pins.
“A” Plate & “B” Plate: The “A” plate contains no moving sections and closes on top of the “B” plate, which supports the mold cavity/core and contains the ejector system.
Mold Cavity & Mold Core: The cavity forms the final exterior shape of the part, while the core creates its interior. Inserts may be used for more complex parts, removed at the cycle's end.
Sprue Bushing: Located inside the “A” plate, it acts as a channel for the plastic resin to reach the mold's cavity and core.
The process from prototype to production is a time-consuming endeavor requiring significant investment. Hence, it's crucial to design parts for manufacturability during product development. Prototyping via machining or 3D printing might not seamlessly translate into a tooling design suitable for high-volume production. Partnering with a proficient product development company well-versed in tooling design and manufacturing processes is recommended. They can integrate this knowledge during product design, ensuring a smoother transition to efficient tooling and production. If you seek guidance or expert advice on tool design, feel free to contact us for assistance.
How Are Plastic Injection Molds Made?
Plastic injection molds are typically created using two primary methods: standard machining and electrical discharge machining (EDM).
Standard/CNC Machining:
Standard machining involves manual operations using lathes, milling machines, and drill presses. However, CNC machining has emerged as the prevalent method due to its ability to craft more intricate and precise molds while incorporating standard machining techniques. In CNC machining, computers manage the movement and functions of various cutting machines.
Modern CNC systems automate both mold design and manufacturing. Mold dimensions are defined through computer-aided design (CAD) software, which translates them into instructions for manufacturing via computer-aided manufacturing (CAM) software. These instructions, after being processed by software known as the "post processor," are loaded into the CNC machine for execution.
Electrical Discharge Machining (EDM):
EDM has gained popularity in mold-making processes. It involves using an electrode made from materials like graphite or copper, which is placed in an EDM machine. The workpiece, submerged in a dielectric fluid, is then positioned opposite the electrode.
In EDM, the electrode, without direct contact with the workpiece, is gradually lowered and controlled by an electrical source. This process causes controlled erosion and removal of metal from the workpiece. Maintaining a small spark gap between the electrode and workpiece, this method is slower than traditional CNC machining but allows for the creation of intricate shapes not achievable by conventional methods.
One advantage of EDM is its ability to shape pre-hardened molds, eliminating the need for additional heat treatment. Additionally, the fine finish attained through EDM often serves as the final part finish without requiring further polishing of the mold cavity, as seen in applications such as speaker grille molds.
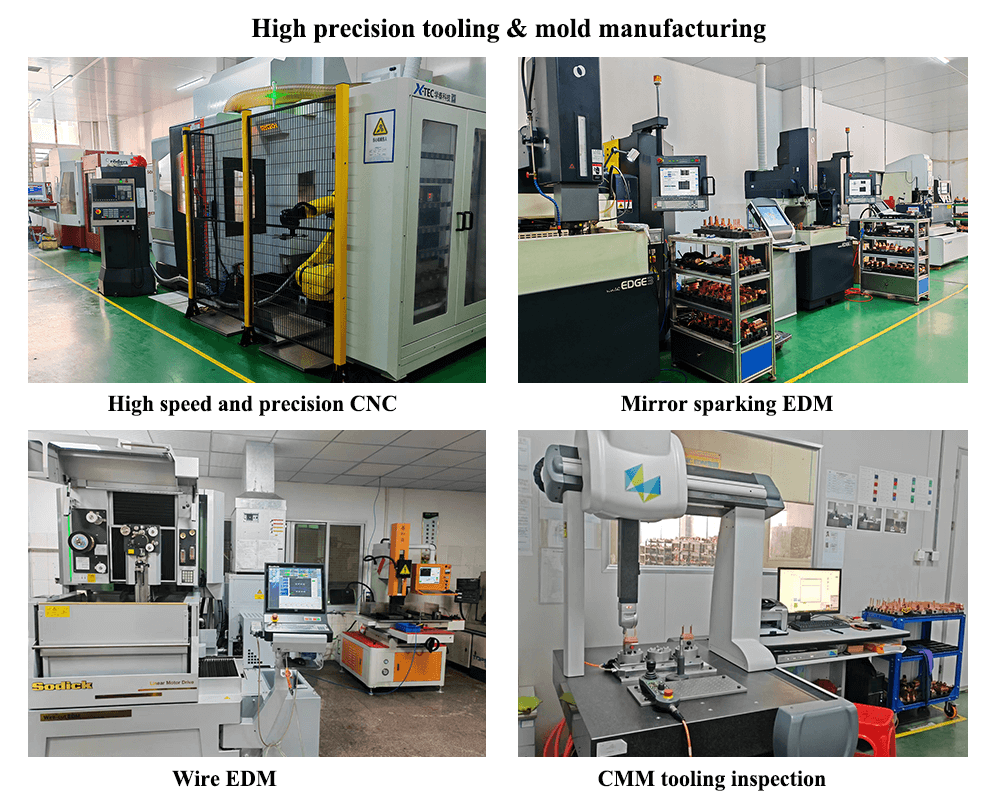
| Machinery | Quantity |
| High speed of 42000 and precision CNC | 2 |
| Other 7 CNC Machines | 7 |
| Makino Sinker EDM | 4 |
| Sodic Wire EDM | 5 |
| High Precision Grinder | 5 |
By embracing advanced technology, we excel in crafting injection molding tools efficiently and cost-effectively, setting us apart from competitors for several reasons:
• Our cutting-edge design and manufacturing software support an extensive range of file formats, eliminating the traditional design and production duration. We utilize various CAD/CAM seats capable of importing diverse file types like DWG, DXF, IGES, JPEG, MS Office, Parasolid, PDF, Pro-Engineer, Solidworks, STEP & STL. This capability enables us to swiftly produce injection molding tools at significantly reduced costs, ultimately saving you valuable time and resources.
• Our machining software is designed to optimize toolpaths, ensuring a streamlined tool manufacturing process. It intelligently prevents redundant cutting in areas already cleared by previous machining, resulting in accelerated tool production times.
• Incorporating mold flow analysis software allows us to preemptively identify potential issues like air entrapment, hotspots, and weld lines with precision and detail. By detecting these concerns before they manifest, we proactively mitigate challenges, thereby saving considerable time and expenses. We extend this beneficial service for free with orders for injection molding tools.
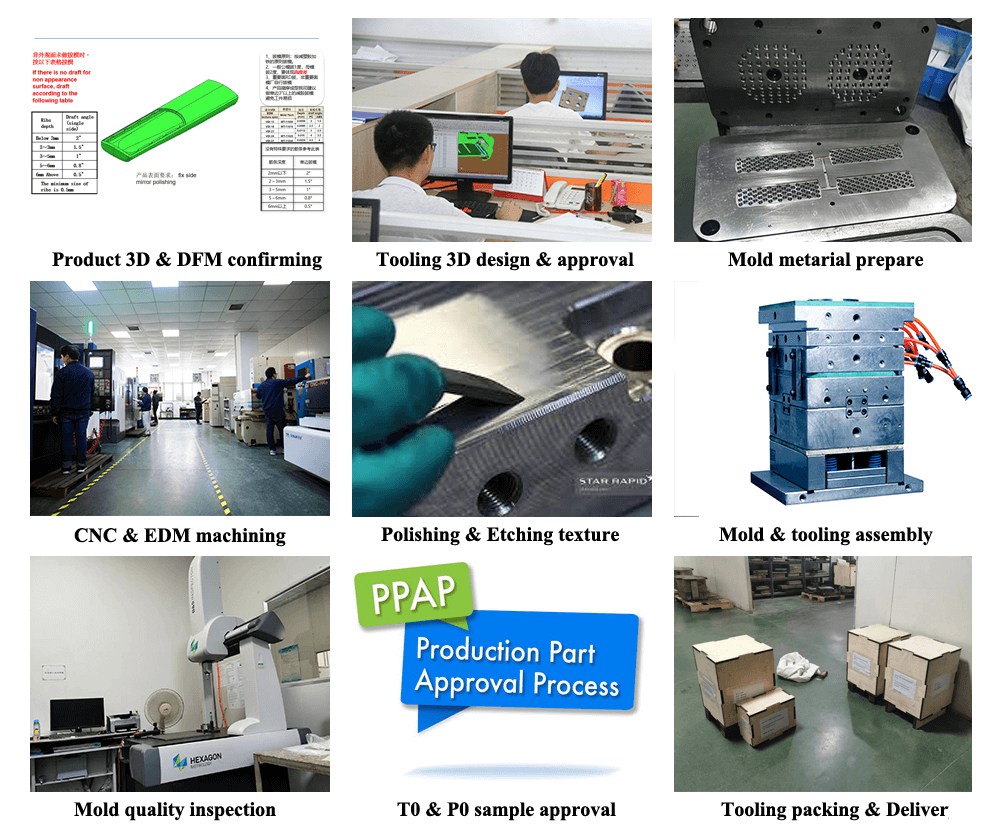
What is the process of the tooling development
Upon finalizing the design in collaboration with toolmakers, the part progresses to the T1 sampling stage, marking the initial tool construction phase. The lead time for building the first tool typically spans 4-8 weeks, contingent on specific design considerations. T1 sampling serves to validate the functionality of the tooling and the production of ideal parts. Upon approval, any required adjustments and aesthetic mold texturing commence, taking approximately 1-2 weeks to complete, resulting in modified molds known as T2 samples. These samples undergo evaluation for texture and appearance approval before being handed over to the contract manufacturer.
Upon reaching the manufacturer's facility, the T2 samples are integrated into the production line for process development and part qualification. The tooling undergoes a sequence of molding studies aimed at determining the optimum conditions and characteristics for producing parts using the tool. Experimental trials are conducted to isolate process variables and their respective impacts on part properties. This preliminary testing assists the molder in defining an optimal processing window that ensures parts meet specifications.
Following initial process development, qualification, and validation, the tool transitions into a routine production maintenance schedule. During this phase, regular monitoring is conducted to assess wear and identify potential issues that could affect part quality or the longevity of the tooling.
Why Choose Toolingusn for Your Tooling Manufacturing Needs?
Through advanced equipment and technology, customized design and engineering support, high-quality materials and manufacturing standards, manufacturing efficiency and production cycle optimization, cost-effectiveness and long-term return on investment, as well as technological innovation and continuous improvement, we enhance the precision, complexity, and production efficiency of our tooling to meet the ever-evolving market demands.
Advanced Equipment and Technology
We possess advanced manufacturing equipment and technology, including high-precision CNC machines, CAD/CAM software, and 3D printing technology. These advanced toolings enable us to achieve precise manufacturing of tooling and accomplish intricate details and complex shapes with utmost accuracy.
Customized Design and Engineering Support
We work closely with our customers, gaining in-depth understanding of their needs and product requirements. Our experienced team of engineers provides professional design advice and engineering support, ensuring that the tooling design meets customer expectations and specific product requirements.
High-quality Materials and Manufacturing Standards
We strictly select high-quality materials for our tooling, such as premium-grade steel and wear-resistant alloys. Additionally, we adhere to strict quality control standards and processes to ensure the manufacturing quality and consistency of each tooling. This contributes to improved durability, stability, and lifespan of the tooling.
Technological Innovation and Continuous Improvement
As an innovation-driven and continuously improving factory, we constantly pursue technological innovation, exploring new manufacturing methods and materials. By incorporating advanced processes and technologies, we enhance the precision, complexity, and production efficiency of our tooling to meet the ever-evolving market demands.
Types of Tooling
Prototype Tooling
Prototype tooling, also called soft tooling or rapid tooling, allows manufacturers to design, produce, and test tools to assess fit, form, and function before full-scale production. Materials like silicone rubber, aluminum alloy, and soft steel are commonly used for their cost-effectiveness and ease of shaping. The benefits include rapid production of prototypes in hours or days, lower investment costs, and the ability to produce accurate parts for testing and validation.
Production Tooling
Once a product has undergone rigorous testing and validation, it's time for production. Production tooling is the pinnacle of precision and efficiency, meticulously crafted to ensure long-term success in large-scale manufacturing. While it requires a more significant investment of time and resources compared to prototyping and bridge tooling, the results are well worth it.
At Toolingusn Innovative, we specialize in delivering high-quality and bespoke production tooling tailored to your specific design needs. We understand that your tooling requirements may evolve throughout the process, and our expertise ensures that project costs and timelines remain manageable from prototyping all the way to full-scale production.
Tooling for Plastic and LSR Injection Molding
Designing tooling for complex plastic and Liquid Silicone Rubber (LSR) parts in injection molding is a highly technical and intricate process that demands precision and expertise. At Toolingusn, we prioritize mold design as the core, providing exceptional solutions for the injection molding of intricate plastic and LSR components.
For plastic parts, we employ a meticulous approach to select the appropriate materials. Through advanced simulation software for flow analysis, we optimize the mold design to ensure reduced defects during the plastic filling process. Simultaneously, we excel in mold cooling techniques, effectively regulating the cooling process to enhance production efficiency while maintaining part quality.
In the realm of Liquid Silicone Rubber injection, we confront unique challenges. Our mold design controls the curing process to ensure precise part dimensions and performance. We carefully select materials compatible with LSR to prevent adverse reactions and ensure mold integrity and part quality.
Our commitment to continuous improvement keeps us at the forefront of injection molding technology, delivering innovative solutions that optimize production efficiency and elevate product quality.
In-House Design and Tool Adjustments
Injection molders often rely on external tooling builders to custom-build the initial tooling. However, it's common for molds to require adjustments after qualification to ensure they meet all design specifications. Typically, injection molders send the mold out for final adjustments, which can take a significant amount of time, often a month or more.
At Toolingusn, we take a different approach. We handle most of these adjustments in-house, allowing us to "fine tune" the tools after initial sampling. This enables us to improve the tool core/cavity geometry and achieve precise dimensions without lengthy delays.
Tooling for Over-molding
Precision Mold Design:Our experienced engineering team utilizes advanced CAD/CAM software for precise mold design, tailored specifically for over-molding applications. By optimizing runner systems and cooling channels, we ensure uniform material flow and efficient cooling, resulting in superior over-molded part quality.
High-Quality Mold Materials: Over-molding places unique demands on molds, and to meet these challenges, we carefully select high-quality mold materials like hardened steel or specialized alloys. These materials offer exceptional wear resistance, extending mold lifespan and enhancing production efficiency.
Advanced Manufacturing Technology: Equipped with state-of-the-art CNC machines and EDM equipment, we achieve the highest level of precision and complexity in over-molding molds. This accuracy translates into over-molded parts with strict tolerances and consistent dimensions, meeting the exacting requirements of the process.
Customization and Flexibility: Over-molding projects can vary significantly, and our mold solutions are customized to cater to specific design and material needs. Our team collaborates closely with yours, ensuring seamless integration and optimal results.
By harnessing these advantages, our over-molding molds deliver outstanding performance, providing high-quality over-molded parts for your unique applications.
Materials
The Importance of Material Selection in Your Tooling Design
Selecting the right grade of steel is crucial in tooling design. Achieving the appropriate steel hardness is essential to balance wear resistance and toughness, preventing premature wear of tooling components. We meticulously engineer them using a pro-injection mold metals comparison approach for tool design and materials. The key factors considered during this process include:
the size of the production run
the complexity of the part
the finish quality needed
the material to be molded (some plastics are corrosive; others contain abrasive glass fibers)
We prioritize high-quality steel grades like S136, S136H, and NAK80 for extended tool life and low maintenance requirements. These hardened materials are ideal for high-volume production and complex parts.
Common types of mold steels include:
P20 (P20HH): A widely used pre-hardened mold steel for injection molds, known for its good wear resistance and machinability, suitable for small to medium-scale production and simple parts.
S136 (S136H): Also known as stainless steel mold steel, it offers high hardness and corrosion resistance, making it ideal for demanding injection molds, especially for high production volume and complex parts.
NAK80: A high hardness heat-treated mold steel, particularly suitable for high-gloss parts or injection molds requiring a mirror finish.
H13: A hot work mold steel suitable for high-temperature applications, featuring excellent heat resistance and wear resistance.
718 (718H): A premium wear-resistant steel suitable for medium to large-sized complex molds and high-volume production.
2738 (P20+Ni): Nickel-added pre-hardened mold steel, suitable for large injection molds and high-performance engineering plastics.
2316: Stainless steel mold steel with excellent corrosion resistance and wear resistance, suitable for producing highly transparent injection molded parts.
The above are some common types of mold steels, and different applications and requirements may call for the selection of different steel types to ensure optimal performance and longevity.
Quality & Certifications
ISO 9001:2015
IATF16949:2016
Class 8 Medical Clean Room
Material Traceability
PPAP, Formalized Inspections, FAIR, IQ/OQ/PQ
Application
The Application of the Molds Produced by Toolingusn
The molds produced by Toolingusn have diverse application fields, showcasing their versatility and precision. Some of the key areas where these molds find extensive use include:
Electronics Industry: our molds are essential in manufacturing plastic and silicone components for electronic devices. They play a crucial role in producing phone casings, computer accessories, and other electronic components with high precision and reliability.
Kitchen & Bath: In the household sector, the molds are widely used for creating various kitchen utensils, home appliances, and bathroom accessories. These molds ensure the production of high-quality, functional, and aesthetically appealing products.
Automotive Sector: Our molds are employed to manufacture automotive components, such as car interior parts, exterior trim, and lighting components. These molds maintain the necessary precision and durability required for the automotive industry's stringent standards.
Medical Components: The molds are also applied in the medical equipment industry. They are used to create medical device components, ensuring the safety and reliability of critical medical equipment.
Industrial Equipment: The molds are utilized to fabricate various plastic and silicone components for industrial machinery. These molds contribute to the durability and efficiency of industrial equipment.
The expertise and innovation of Toolingusn in mold manufacturing enable them to cater to diverse industries with tailor-made solutions. With a focus on precision and quality, their molds enhance the production processes and performance of products in various sectors.