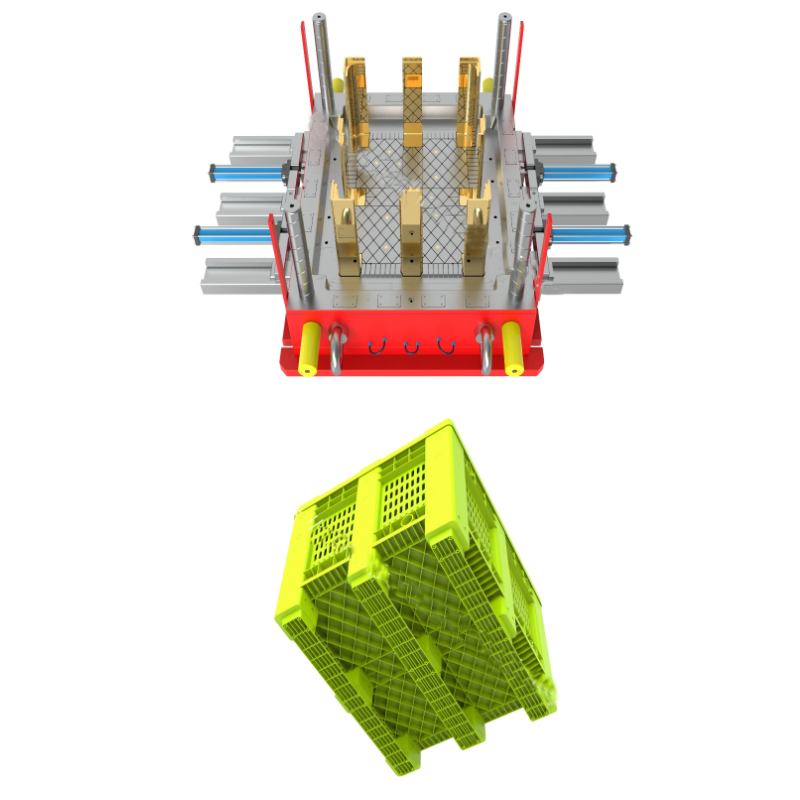
Customized Mould Tooling for Industrial Pallet Box Crate
Product Details:
| Injection Mould Name | Plastic Pallet Box Mould |
| Mould Core and Cavity Metal | P20 |
| Injection Machine Size | 3000 Tons |
| Demould Type | Automatic |
| Metal Hardness | HRC 28-32 |
| Mould Base | Self-Made LKM DME |
| Mould Runner | Cold Runner & Hot Runner |
| Cavity Number | 1 Cavity |
| Cycle Time | 300 Seconds |
| Tooling Lead Time | 90 Days |
| Mould Life | 30-300 Million Shots / 5-6 Years (Can last up to 10 years in good condition) |
| Mould Surface Treatment | EDM, Texture Mirror Polishing |
Main Mould Metal Materials and Hardness:
– Steel Model:
– P20
– 718H
– H13
– 2344
– S136
– Hardness (HRC):
– P20: 28-32
– 718H: 33-38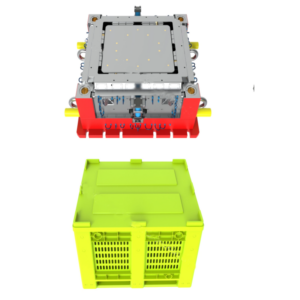
– H13: 48-50
– 2344: 48-52
– S136: 48-52
– Mould Life:
– P20: >300,000 shots
– 718H: >500,000 shots
– H13: >800,000 shots
– 2344: >800,000 shots
– S136: >1,000,000 shots
Crafting High-Quality Injection Pallet Moulds:
- Mould Design
-Feasibility Analysis:Comprehensive assessment of plastic product feasibility, considering factors like shrinkage and optimal molding temperature.
-Customer Consultation:Engage in detailed discussions with clients regarding product specifications, encompassing weight, design aesthetics, size, appearance, as well as aspects of stability and wear resistance.
-Free Design and Mold Flow Analysis:Offer complimentary design services and conduct mold flow analysis to ensure optimal performance and efficiency.
- Mould Metal Material Selection
– Steel Choice:Select steel based on plastic product material, desired mould life, and customer specifications.
– Quality Assurance:Source mould raw materials exclusively from reputable metal companies.
– Hardness Testing:Conduct thorough hardness testing of the mould steel to ensure quality and durability.
– Stringent Inspection Procedures:Adhere to rigorous inspection protocols for mould steel hardness, ensuring reliability and longevity.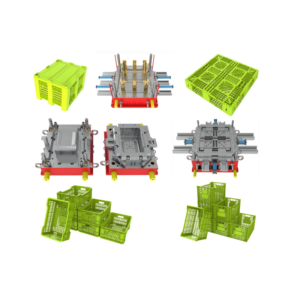
– Mould Life:Achieve mould life ranging from 300,000 to 3 million shots through meticulous material selection and quality control measures.
- Mould Testing Procedure
– Initial Mold Inspection:Conduct initial testing to ensure smooth and accurate movement of the mould components.
– Post-Polishing Assessment:After polishing the pallet mould, conduct another round of testing to compare test samples with the original design.
– Customer Confirmation:Provide final samples and a video demonstrating pallet mould testing to customers for their approval.
Shipping Details:
- Functional Check:Verify smooth operation of the plastic mould’s opening and closing mechanism, as well as the functionality of the water cooling, hydraulic oil, and hot runner systems.
- Cleaning Process:Ensure thorough cleaning of the cavity and core to remove any iron filings or impurities.
- Waterway Maintenance:Clean and blow dry the waterway to prevent rusting during long-term sea transportation.
- Rust Prevention Measures:Apply anti-rust agent to the interior, spray paint on the exterior, and coat the thimble with anti-rust oil.
- Identification Labeling:Affix a nameplate to the mould indicating its name, year of production, relevant information, as well as weight and size details.
- Free Mould Parts:Provide complimentary mould parts for convenient customer replacement.